
Working papers are intended to make results of my ongoing research available to others and to encourage further discussion on the topic. Comments and clarification are welcome. This paper discusses Turner Manufacturing Co. M4 Bayonet Production.
The following images are from the Max Tharpe Photograph Collection held by the Iredell County Public Library in Statesville, Iredell County, North Carolina. Max Bailey Tharpe (2/18/1920 – 7/10/2010) was an award-winning newspaper and commercial photographer from Statesville whose photographs appeared in many newspapers, magazines, and advertisements nationwide. The collection is comprised of 9,000 photographs, 29,000 negatives, and 1,300 papers related to correspondence with publishers. Among the many folders in the Collection is one titled Turner Manufacturing Company, containing 259 photographs showing manufacturing operations and other activities associated with the company. There were five photographs that illustrated the assembly, finishing, and packaging of M4 bayonets.
There were no titles, dates, or other descriptive information with the digitized images. The following descriptive commentary represents my own interpretation of the photographs.
Turner Manufacturing Company
Figure 1: Turner Manufacturing Co. plant in Statesville, NC. Bayonet production appears to have occupied one corner of the building’s second floor.
 Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: Turner Manufacturing Co. 3.
Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: Turner Manufacturing Co. 3.
M4 Bayonet Production
Figure 2: The primary assembly line, where the crosspiece and latch plate assembly were mated to the blade. The eight assembly operations shown from right-to-left appear to be: 1) place crosspiece on blade; 2) press crosspiece into place; 3) place securing bar in tang; 4) press securing bar in place; 5) stamp crosspiece marking (Defense Acceptance Stamp)? 6) (facing away) peen latch plate to tang; 7) install latches; and, 8) inspect completed assembly.

Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: turnermfgco059.
Figure 3: The finishing line where phosphate coating was applied to the assembly. Behind the phosphating tanks, two employees are sharpening the blade edge and placing sharpened bayonets into protective wooden trays for routing to final assembly (Figure 4 shows the sharpening operation more clearly).

Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: turnermfgco063.
Figure 4: The final assembly line, where grips were installed and the completed bayonet inspected prior to packing. Note the tiered work surface with a fixed rectangular top and a round turntable underneath where bayonets placed in jigs rotate to each work station for completion. Having been sharpened, the bayonets arrive in wooden trays and the use of jigs minimize the handling required to perform final assembly. The four final assembly steps shown from left-to right appear to be: 1) put plastic grips around bayonet and place in jig; 2) place screws in grip holes; 3) tighten grip screws; and 4) final assembly inspection.

Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: turnermfgco112.
Figure 5: The packaging line where completed bayonets were prepared for shipping. The seven packaging operations shown from left-to right appear to be: 1) folding the pasteboard box; 2) wrapping bayonet in rust-resistant paper (note this operator wears gloves for protection while directly handling the sharpened blade); 3) enclosing wrapped bayonet in pasteboard box; 4) placing pasteboard box in moisture-resistant outer sleeve; 5) stamping packing date on sleeve; 6) heat-sealing sleeve; and, 7) placing packaged bayonets in shipping carton (25 bayonets per carton).

Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: turnermfgco140.
Figure 6: Sealed cartons placed on wooden pallets ready for shipment, with the finishing, final assembly, and packaging lines in the background. Each pallet holds 30 cartons (750 bayonets). The three pallets shown contain 2,250 bayonets. Note the compact forklift for use in the confines of the second floor.

Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: turnermfgco142.
The assembly and packaging operation that these photographs illustrate is remarkable for both its simplicity and modesty. A total of 25 employees are shown (including the forklift operator and supervisor), 10 men and 15 women. Turner was reported to be producing bayonets at a rate of 35,000 per month.
While the images appear to document the assembly, finishing, and packing processes in their entirety, no images were found showing fabrication of any of the M4 bayonet’s component parts. Cunningham indicates that the blades were supplied by Camillus Cutlery Co. The mid-1950s were hard times for American commercial knife makers after tariffs on imported knives were reduced beginning in 1951. Camillus would have been eager to land a subcontract for the blades.
Figure 7: Image of a Turner M4 bayonet package label shows the contract number and January 1956 packing date. Cunningham indicates that Turner's contract was the first M4 Second Production bayonet contract. However, discovery of Turner's contract number shows that the serial number of Imperial's contract (7882) actually precedes Turner's.
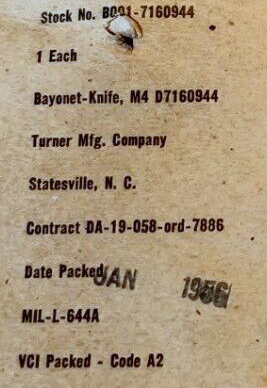
Figure 8: Figures 4 and 6 include cardboard cartons labeled American Insulator Corporation, New Freedom, PA. American Insulator Corporation (AICO) was a leading molded plastics firm of the day. This suggests that AICO was likely the supplier of plastic grips used on Turner M4 bayonets. Cunningham’s 2015 book illustrates that Turner’s plastic grips differed, internally, from those used by other M4 second production makers.

While it is possible that Turner manufactured some of the other metal components, it is more likely that they procured most or all components from external suppliers, only performing assembly, finishing, and packaging in-house.
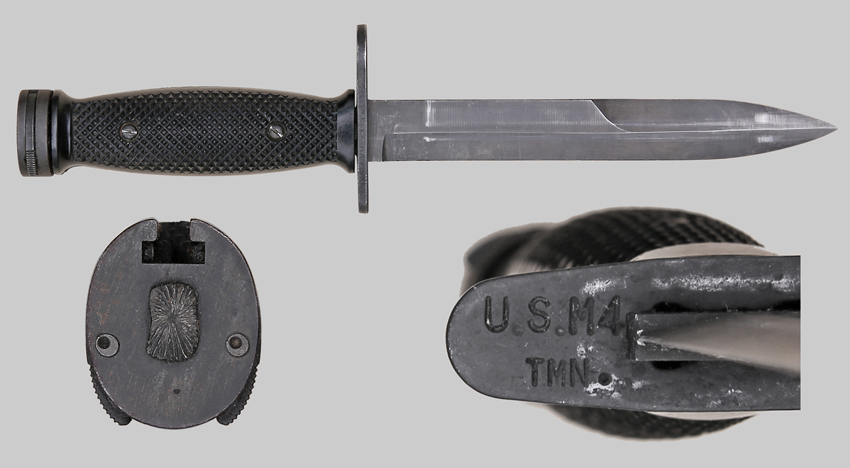
Figure 9: Completed Turner Manufacturing Co. M4 bayonet.
Turner Manufacturing Co. Parade of Progress 1955
General Motors created what they named the “Parade of Progress,” a cross-country touring caravan that showcased the company’s technological achievements and futuristic concepts. This enabled people in small towns to see and hear, firsthand, about the latest in technological progress. The GM Parade of Progress was first undertaken in 1940–1941, and then again from 1953–1956. As this was very popular, other organizations adopted the parade of progress concept in various ways.
To showcase the extent to which Turner Manufacturing Co. had diversified its manufacturing, they held their own parade of progress in Statesville on Christmas Eve 1955. The parade consisted of 25 motorized units that showcased the company’s own products and products that Turner manufactured for others.
Figure 10: One of the 25 parade units showcased manufacture of the M4 bayonet. The tractor, trailer, and everything on it were manufactured by Turner.

Photograph by Max Tharpe, copyrighted image reproduced with permission from Iredell County Public Library, Max Tharpe Photograph Collection, folder titled: Turner Manufacturing Company, https://www.flickr.com/photos/icplphotos/sets/72157633100183876/, image: turnermfgco114.
© Ralph E. Cobb 2022 All Rights Reserved

Collectors'
Network

