| Country | Pictures (click to enlarge) |
Type | Description | Blade Length |
Overall Length |
Socket |
Markings | ||||
| in. | mm. | in. | mm. | in. | mm. | ||||||
| Afghanistan |       |
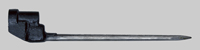
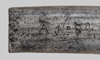
"Khyber Pass" Socket Bayonet | Socket bayonet for use with an unknown rifle, most likely Afghan-made “Khyber Pass” Martini-Henry pattern rifles.
The blade is that of a Russian M1891, mated to a socket that is dimensionally identical to those used with the British Martini-Henry rifle. At 18.2 mm., the socket bore is too large for a Berdan II Dragoon rifle. The cut from severing the M1891 bayonet elbow results in a distinctive shield-like ricasso when the M1891 blade is welded to the new socket. The blade bears the Ishevsk Arsenal bow-and-arrow trademark, indicating that it was manufactured prior to 1928. It also has the characteristic screwdriver point. The socket length is 3.00 in. (76 mm.). This example has an odd shape to the inside of the bridge, as if the rifle's front sight was off-center, while the outside of the bridge is symmetrical (so is not merely damaged or bent). Several examples of this uncommon bayonet have turned up (I know of four), the first in 2009. All bear the Russian serial number on the blade and three of the four bear the Ishevsk trademark. This example and one other have absolutely identical ricasso markings (same combination of letters/numbers, same placement, same font), suggesting that the marking may be spurious. In any case, the markings are not Russian nor are they British. Of the other two examples, one had no ricasso markings, but had been heavily polished, so the ricasso markings could have been obliterated. I did not observe the fourth example’s ricasso. Identification as Afghan is speculative, however, evidence appears to point this way. These were most likely purchased by soldiers of the NATO International Security Assistance Force (ISAF) in the Afghan bazaars and brought back as souvenirs of their wartime service. |
17.75 | 451 | 20.75 | 527 | .715 | 18.2 | Ricasso: "E" over "1/75" over "8" over "M" and "7" (sideways)
Blade (left): "34419" Blade (right) bow-and-arrow trademark |
|
| Austria |     |
M1799 | Socket bayonet for use with the .69 caliber (17.5 mm.) M1798 flintlock musket.
Although the Austrian M1798 musket was closely patterned after the French M1777 Charleville musket, the M1799 bayonet is uniquely Austrian. The M1799 socket bayonet was the first to feature the flattened cruciform blade profile that was characteristic of 19th Century Austrian infantry socket bayonets. The socket has no mortise, instead using a notched, eccentric basal collar to engage a spring catch protruding from the front of the musket stock. This was later copied by Prussia, who used it on their M1809 socket bayonet. The scabbard body is made of wood with a black leather cover. The throat, frog stud, and finial are steel. |
18.00 | 457 | 21.125 | 537 | .864 | 21.7 | Socket: "N: 977." | |
   |
M1854 | Socket bayonet for use with the 13.9 mm. (.54 caliber) M1854 Lorenz rifle. This bayonet was also used with the M1854/67 Wanzl breech loading conversions.
The M1854 bayonet is easily identified by the helical mortise and flattened cruciform blade profile. The socket length measures 3.187 in. (81 mm.). The Lorenz was imported in quantity by both sides during the U.S. Civil War. The Union imported over 225,000 and the Confederacy perhaps as many as 100,000, making the Lorenz second only to the .577 caliber Enfield rifle-musket, as the most common imported firearm. |
19.00 | 483 | 22.187 | 564 | .755 | 19.2 | Elbow (left): Starburst and circle-L
Elbow (right): "61.280. |
||
| Belgium |        |
M1867/41 Albini- Braendlin | Socket bayonet for use with the 11 mm. M1867 Albini-Braendlin rifle. The Albini-Braendlin rifle was a breechloading conversion of earlier M1841 and M1853 muskets.
This example is a conversion of the earlier M1841 socket bayonet, as is evidenced by the off-center bridge and brazing lines on the socket. New-made M1867 bayonets were also produced. The property number's letter prefix is a unit identifier. During the 1870s, "N" corresponded to the 14de Linie-infanterieregiment (14th Line Infantry Regiment). This scabbard was issued into Belgian Army service in 1884, as indicated by the markings. The first number on the scabbard body is a regimental roll number and the second the year of issue. These scabbards were also also used with export production by the Liege firms, such as the Uruguayan M1871 Mauser socket bayonet.
|
18.25 | 464 | 20.875 | 530 | .675 | 17.1 | Socket: "N2334" various proofmarks
Locking Ring: "-LL" Scabbard (body): "385" and "1884" |
|
     |
No. 4 Mk. II* | Socket bayonet for use with the caliber .303 Lee-Enfield No. 4 rifle.
This example was manufactured post-War for Belgium. Little is known of their manufacture and use. The maker is unknown, but is believed to be Belgian. The bayonet exhibits better finishing than most British No. 4 Mk. II* bayonets. The period of manufacture is believed to be late-1940s or early-1950s. The Belgians received Lee-Enfield No. 4 rifles and bayonets after Belgium was liberated in September 1944. The Belgian Army transitioned to the FN Model 1949 rifle beginning in 1951. However, the Rijkswacht (Gendarmerie) used the No. 4 rifle into at least the 1960s. Both bayonet and scabbard are serial numbered. This suggests production by a private contractor that was paid according to the number of pieces accepted. Serial number observations suggest about 7,000 were made. |
7.875 | 200 | 9.75 | 248 | .595 | 15.1 | Socket: "No. 4 Mk. 2" over "Bg" over Crown-JF proofmark over "5171"
Scabbard (mouthpiece): "5171" Scabbard (frog stud): "Bg" over Crown-JF proofmark |
||
 |
FAL Type C | Socket bayonet introduced in the 1960s for the FN–FAL assault rifles that incorporated the 22 mm. NATO-spec flash hider.
This example is parkerized, with black paint over the parkerizing on the socket only. Two models of spring catch were used on the FAL Type C bayonet. The M1963 with serrations and the M1965 with 'wings." This scabbard is an uncommon Fabrique Nationale (FN) steel-bodied scabbard. Note that the throatpiece is oriented so that the socket faces outward when carried. This is typical of most FAL Type C scabbards. |
6.50 | 165 | 11.25 | 286 | .890 | 22.6 | None. | ||
 |
FAL Type C | This example is parkerized, with black paint applied over the parkerizing on the socket. | 6.25 | 159 | 11.25 | 286 | .890 | 22.6 | None. | ||
    |
FAL Type C | This example is painted black overall and has an unusual scabbard. The scabbard is unusual in a couple of respects:
—It has a U.S. M1910-style wire belt hanger affixed to the scabbard throat piece. —The throatpiece is oriented so that the socket faces inwards when carried. This orientation is generally associated with South African scabbards, however, this scabbard is not South African. The bayonet's serial number is in a larger font than is typically observed. |
6.25 | 159 | 11.25 | 286 | .890 | 22.6 | Socket: "229508"
Scabbard (body): "646" in yellow paint |
||
  |
FAL Type C | This is believed to be the final FN production type (ca. 1977–88), as FN sought to reduce cost of the FAL product.
FN constructed the socket by forging upper and lower halves using a drop hammer. Hot metal was poured in between the halves, to make the complete blank, which was machined to create the tubular socket. The sprue line is evident in the pictures at left. The earlier FAL Type C bayonets had a one-piece drawn socket. I have seen an unfinished casting that has a FN mold mark, so know that FN used this construction method. The scabbard body is plastic, with an integral web belt hanger. This construction method was subsequently used by the German firm, A. Eickhorn GmbH of Solingen (AES). These images of the FN (top) and AES (bottom) show differences that distinguish the two makers' production. |
6.75 | 165 | 11.375 | 289 | .890 | 22.6 | None. | ||
| Brazil |  |
FAL Type C | This example has the M1965 spring catch and a black paint finish. The scabbard is plastic, with an integral cotton web belt hanger.
The snap fastener on the belt frog is marked "Eberle." Eberle S.A. is a Brazilian firm that manufactures, among other things, textile fasteners. The identification of this bayonet as having been made by IMBEL is based on the identification of the belt hanger's fasteners. IMBEL is an abbreviation for Industry Material Bélico do Brasil (Military Material Industry of Brasil), the State arms factory formerly known as Fabrica de Itajuba. |
6.75 | 165 | 11.375 | 289 | .890 | 22.6 | Snap (belt hanger): "Eberle" | |
    |
SAR-48 (FAL Type C) | A commercial bayonet shipped with the Springfield Armory Inc. SAR–48 rifle. The SAR–48 rifles were semi-auto FAL rifles produced by IMBEL in Brazil for commercial sale in the USA by Springfield Armory Inc.
This example would have been produced in the 1980s. The bayonet is unmarked, with a black paint finish overall. The scabbard has a plastic body, with an integral nylon web belt frog. The throatpiece is positioned so the socket faces outward. The belt frog has the U.S. M1910-style wire belt hanger. Both the copper-plated glove fastener and rivets used on the belt hanger are marked "Eberle." The SAR–48 bayonet is unusual in being of late manufacture, but having the M1963 serrated spring catch. |
6.375 | 162 | 11.375 | 289 | .890 | 22.6 | Snap and Rivets (belt hanger): "Eberle" | ||
| Britain |    |
Long Shank Dutch/Liege Socket Bayonet | Socket bayonet for use with an .80 caliber flintlock musket.
The long shank “Dutch/Liège” socket bayonet was among the early socket bayonet patterns to be widely exported. These were made by the Liège arms trade. This was before the formation of Belgium, when the Prince-Bishopric of Liège (Principality of Liège) was part of the Holy Roman Empire. The Dutch were leading arms exporters during the 17th and 18th Centuries. As a consequence, the term “Dutch” was loosely applied to arms exported by the Dutch, most of which were made elsewhere (esp. Liège and the German States). I include these under Britain, because they came to America as a consequence of Britain’s rivalry with France that led to the French and Indian War (Seven Years’ War) of 1754–63. Older arms such as these were used to equip provincial troops of the British American Colonies. In 1715, at the end of the War of Spanish Succession (Queen Anne's War), Britain purchased 20,000 Dutch muskets and flat-bladed bayonets to replenish depleted Army stores until British production could make up for wartime losses. In his book, The Socket Bayonet in the British Army 1687–1783, author-researcher Erik Goldstein, illustrates a nearly identical bayonet, marked in the same way as this example, as the type believed purchased by Britain in 1715. This example likely dates from ca. 1725. The socket is formed by an overlapping weld at the top. The blade is of a flattened hexagonal cross-section, with long shank and a square shoulder with no guard. This example has a two-step I–mortise, indicating that it is the earliest of its type. Most had a third step added during their service life to create a L–mortise, however, this example remains unmodified. The bayonet is probably made of iron, which may account for its acquiring a slight bend near the point. The socket length is 2.9375 in. (75 mm.); the blade width is 1.125 in. (29 mm.). |
12.00 | 305 | 16.50 | 419 | 1.00 | 25.4 | Socket: "O" over "No ?063" | |
  |
Short Shank Dutch/Liege Socket Bayonet | Socket bayonet for use with a .75–.80 caliber flintlock musket.
Britain purchased 36,000 stands of “Dutch arms” in 1740-41 and a further 10,000 in 1745 to supply its colonial forces. Some of these weapons were sent to North America, seeing service during the French and Indian War (Seven Years’ War) of 1754–63. These also saw service in North America during the Revolutionary War, supplied to Hessian mercenaries hired by the British to fight the Continental Army. Examples have been excavated at many North American sites associated with these two conflicts. The refined socket lacks the crude lap weld of the long shank bayonet pictured above. It features a shorter, stronger shank and conspicuous oval guard at the blade shoulder. The blade is of a flattened hexagonal cross-section. This example has a two-step I–mortise, indicating that it is among the earlier of its type. Most had a third step added during their service life to create a L–mortise, however, this example remains unmodified. The socket length is 2.875 in. (73 mm.). The blade width is 1.00 in. (25 mm.). |
12.00 | 305 | 16.50 | 419 | .950 | 24.1 | Socket: "A No. 84" | ||
      |
Early Land Pattern Brown Bess | Socket bayonet for use with the .75 caliber Long Land Pattern Brown Bess flintlock musket.
The Land Pattern musket was introduced in 1722. Both the musket and its bayonet evolved over time, until superseded by the India Pattern at the close of the 18th Century. This example is of the Pattern 1727, likely dating from ca. 1730. Distinguishing characteristics include: a wide blade, with a concave face and prominent circular guard. Elbow is flush with the socket front and extends well-forward of the socket. The socket-elbow join features a rounded shield. This example has a rack marking, which is indicative of a Board of Ordnance piece. There were two suppliers of socket bayonets to the Board of Ordnance during the period this example was made: Thomas Hollier, Armoury Mills, Lewisham, and William Huggins of Birmingham (1727-30 only). Blade width is 1.375 (35 mm.); Muzzle Length 2.00 in. (51 mm.). The 4.00 in. (102 mm. ) socket is cut for a top stud. |
16.75 | 425 | 20.75 | 527 | .920 | 23.4 | Ricasso: "P"
Socket: "2/95" |
||
   |
Land Pattern Brown Bess | Socket bayonet for use with the .75 caliber Short Land Pattern Brown Bess flintlock musket.
This example is of the Pattern 1768 bayonet, made by Samuel & George Harvey of Birmingham 1779–81. Per Graham Priest, the Harveys made 16,330 in '79, 13,751 in '80 & 2,600 in '81. This example has a socket marking indicating that it was used by light infantry. During this time, British Regiments of Foot (i.e., infantry), each had one company of light infantry. It likely came over to America during the Revolutionary War. Blade is 1.35 in. (34 mm.) wide. The 3.950 in. (100 mm.) socket is cut for a top stud. |
16.25 | 413 | 20.187 | 513 | .925 | 23.5 | Ricasso: Crown-6, "Harvey", "2", and "M"
Socket: "L I" over "10" |
||
  |
India Pattern Brown Bess | Socket bayonet for use with the .75 caliber India Pattern Brown Bess flintlock musket.
The India Pattern musket and bayonet were introduced in 1795, making the India Pattern Brown Bess Britain's primary infantry arm during the Napoleonic Wars. As a consequence, the India Pattern bayonet was manufactured in huge numbers, some 3 million having been produced by 1815. This example was made by Henry Osborn, who produced India Pattern bayonets from 1796–1808, when he entered into partnership with John Gunby. Osborn's name was stamped in a distinctive copperplate script. The socket bears a rack number, commonly seen on bayonets of this period. The blade is 1.2 in. (30 mm.) wide. The 4.00 in. (102 mm.) socket is cut for a top stud. |
17.50 | 445 | 21.50 | 546 | .925 | 23.5 | Ricasso: "0" over "Osborn" over "X" and Crown-24
Socket: "K" over "64" |
||
   |
Volunteer Sword/Socket | Socket bayonet for use with a .65 caliber flintlock musket.
These were made outside of the British Ordnance System for private sale. This example is identical to bayonet B58 documented in Skennerton's book. According to Skennerton, these date from 1775–1800. The blade is single edged with a shallow fuller on both sides. Blade is 1.25 in (32 mm.) wide. The horizontal blade orientation positions the blade edge down when fixed. The 3.625 in. (92 mm.) socket is cut for a top stud. This design was not widely used, so these don't turn up all that often. |
19.875 | 505 | 23.50 | 597 | .855 | 21.7 | Ricasso: "CC"
Collar: "2" "X" and two sets of two parallel hash marks |
||
   |
Pattern 1853 | Socket bayonet for use with the Pattern 1853 Enfield Rifle-Musket.
This example has no British government markings, indicating that it was likely imported to the USA during the American Civil War. According to British socket bayonet authority Graham Priest, the “J•R” marking indicates that the bayonet was likely made in Liege, Belgium. The other ricasso marking may be an incomplete CHAVASSE. There was a retailer, Horace Chavasse & Co., at Alma street, Aston Newton (near Birmingham, England) 1860–1868. Chavasse has been documented as also having marked and exported P1856 sword bayonets. The socket length is 3.00 in. (76 mm.). |
17.25 | 438 | 20.25 | 514 | .787 | 20.0 | Ricasso: "P (dot) B" and “CHAVAS” Socket (rear edge): 2 punch marks and 7 notches |
||
    |
Junior Enfield | This example is an approximately half-scale copy of the British Pattern 1853 socket bayonet. This comparison image shows this example photographed alongside the Pattern 1853 bayonet above.
The socket is blackened and the blade is in the white. The bridge has a cutout shaped to go over a front sight. The socket length is 2.25 in. (57 mm.). It is very sturdily constructed, with faithful attention to detail. Too dangerous to be a toy. These bayonets are scarce and little is known of their origin. Research by Shawn Gibson (http://www.bayonetconnection.com) published in the Society of American Bayonet Collectors (SABC) Journal, Volume 42, Winter 2002, provided evidence in the form of a ca. 1870-90 albumen photograph taken by a New York photographer that these bayonets were used in the USA during the late 19th Century. |
8.125 | 206 | 10.375 | 264 | .535 | 13.6 | Elbow: "29" | ||
 |
Pattern 1876 | Socket bayonet for use with the .577/450 caliber Martini-Henry rifle.
This example was made at RSAF Enfield in April 1888. The socket and elbow are blued. The blade is polished bright. The socket length is 3.00 in. (76 mm.). |
22.25 | 565 | 25.25 | 641 | .710 | 18.0 | Ricasso: "433" (lined-thru); WD-Broad Arrow; Crown over "E" over "27"; "4/88" | ||
    |
Pattern 1895 | Socket bayonet for use on the .303 caliber M1895 Martini-Enfield rifle. The Pattern 1895 bayonets were altered Pattern 1876 bayonets, originally made for the caliber .577–450 Martini-Henry rifle.
This example was converted at the Royal Small Arms Factory, Enfield Lock (RSAF Enfield) in January 1900. This example saw service in the Middle East, probably Egypt. According to Skennerton, Pattern 1895 bayonet conversions were only done at Enfield, with 86,234 conversions done between 1895 and 1902. Alterations include compressing the socket to the smaller diameter, filling the original mortise, and cutting a new mortise 90 degrees from the original to allow the bayonet to hang underneath the barrel when fixed. A filled portion of the original P1876 mortise is visible under bright light. The socket length is 3.00 in. (78 mm.). The RSAF Enfield modification is a more sohisticated approach vs. the Pattern 1876 bayonets modified at the Citadel Arsenal in Cairo for use with the Martini-Enfield. The Citadel modifications include bushing the socket to reduce diameter and cutting away the bridge to clear the Martini-Enfield’s tall front sight. This modification did not alter the bayonet's original mortise, so the bayonet continued to fix at the right side of the barrel. |
21.50 | 546 | 25.125 | 638 | .650 | 16.5 | Ricasso: broad arrow proofmark and "1 00" and Enfield inspector and bending test proof marks.
Blade (Right): "479" in Arabic Blade (Left): "184" in Arabic lined through and British inspector mark |
||
  |
No. 4 Mk. I | Socket bayonet for use with the caliber .303 Lee-Enfield No. 4 rifle. These saw extensive use during the Second World War and into the 1950s, when the Lee-Enfield was superseded by the 7.62 mm. NATO caliber FN–FAL assault rifle.
The No. 4 Mk. I was beautifully made, with its distinctive cruciform blade. The bayonet and socket were one solid forging. No. 4 Mk. I markings were reminiscent of how Pattern 1907 bayonets were marked, with the royal cypher, type, and maker. Only 75,000 of this type were made. Production occurred during the latter half of 1941 and into the early months of 1942. The only maker was the Singer Manufacturing Co. (the famous sewing machine people), at their Clydebank, Scotland plant. One influence in the selection of Singer was that Scotland was felt to be safer from German bombers, than England. |
8.00 | 203 | 10.00 | 254 | .595 | 15.1 | "G (Crown) R" over No 4 Mk I" over "S M"
Spring Catch: "SM" over "41" |
||
 |
No. 4 Mk. II | The No. 4 Mk. II was a simplified version, eliminating the milling cuts required to create the cruciform blade flutes. The No. 4 Mk. II was otherwise identical to the Mk. I, with the bayonet and socket one solid forging.
Three firms produced the No. 4 Mk. II: Singer in Scotland, the Savage Stevens Co. in the USA, and Long Branch in Canada. The No. 4 Mk. II was, by far, the most numerous variant, with over 3.3 million units produced. |
8.00 | 203 | 10.00 | 254 | .595 | 15.1 | Varies (see No. 4 Spike page) | ||
 |
No. 4 Mk. II* | The No. 4 Mk. II* (pronounced: number four, mark two, star) was a further simplified version, with the socket and blade two separate forgings. This lowered costs and allowed manufacture by subcontractors. This also disbursed production, mitigating the risk of production being interrupted by bombing. Two-piece construction gives the No. 4 Mk. II* its characteristic stepped join between blade and socket.
Four firms produced the No. 4 Mk. II*, all in the UK: Prince-Smith & Stells, Howard & Bullough, Lewisham Engineering, and the Baird Manufacturing Co. 1.4 million No. 4 Mk. II* bayonets were produced, over a million of which were produced by Prince-Smith. The other makers were much less prolific. The finish varies considerably between manufacturers, with Baird bayonets approaching the excellent finish of the No. 4 Mk. I and some Prince-Smith examples exhibiting rough tool marks. |
8.00 | 203 | 10.00 | 254 | .595 | 15.1 | Varies (see No. 4 Spike page) | ||
| No. 4 Mk. III | The No. 4 Mk. III was the final, and crudest, form of the No. 4 spike bayonet. The socket is fabricated by welding together seven sheet steel stampings, eliminating the socket forging process altogether. Even the spring plunger is a stamping.
196,200 were produced, all by Joseph Lucas Ltd., Chester Street, Birmingham. The No. 4 Mk. III was declared obsolete in 1946. |
8.00 | 203 | 10.00 | 254 | .595 | 15.1 | Lucas marked the bayonets with M158 on the top pf the socket.
The rod of this example is marked S7, indicating manufacture by subcontractor Auto Engineering Ltd. of Croydon. Auto Engineering produced approx. 30,000 rod forgings. |
|||
    |
STEN Mk. I | Socket bayonet for use with the 9 mm. caliber STEN Mk. II submachine gun.
The STEN Mk. I bayonet was fabricated out of sheet steel and utilized a rod-style blade copied from the No. 4 Mk. II* socket bayonet. Although the STEN rod was of a larger diameter, this enabled the STEN Mk. I bayonet to use the existing No. 4 scabbard. Even more crude than the later No. 4 Mk. III bayonet, the STEN Mk. I represented the ultimate in Second World War bayonet simplicity. The firm of B. & J. Sippel Ltd. produced the sheet steel parts. Spikes marked with the lowercase ”L” are believed to be made by Laspee Engineering Co. of Isleworth. This example was assembled by the firm Grundy Ltd. of Teddington. The socket bears Grundy’s dispersal code, “S41”. The socket also bears a partial Broad Arrow acceptance mark. The large forward projection on the stamped spring steel catch serves as a fingerguard, so the bayonet can also be used as a hand weapon. 75,280 bayonets were believed produced during 1943–1944, 55,800 by Grundy Ltd. and 19,480 by N.J. Edmonds Ltd. Nearly all of the bayonets were believed scrapped, making period examples, such as this one, quite rare today. |
8.00 | 203 | 12.00 | 305 | .740 | 18.8 | Socket: "B & J. S. Ltd" and "S41" and partial Broad Arrow
Blade: lowercase "L" Spring: " B & J. S. L" |
||
      |
No. 7 Mk. I/L | The No. 7 Mk. I/L (pronounced: number seven, mark one, land service) was a very innovative and complex design, with a unique swiveling pommel. Part knife bayonet and part socket bayonet, the No. 7 Mk. I/L would mount to the Lee Enfield No. 4 rifle, the Mk. V Sten machine carbine, and the Sterling L2 submachine gun.
The No. 7 Mk. I/L was designed by the Wilkinson Sword Co., who produced 1,000 bayonets in 1944. Mass production was carried out by four manufacturers from 1945–1948: BSA, Elkington & Co., ROF Poole, and ROF Newport. The No. 5 Mk. I scabbard was also used with the No. 7 and No. 9 socket bayonets. |
7.875 | 200 | 12.25 | 311 | .885
.595 |
22.5
15.1 |
Varies. | ||
  |
No. 9 Mk. I | Socket bayonet for use with the .303 caliber Lee-Enfield No. 4 rifle. The No. 9 Mk. I was adopted in 1947 and used until the Lee-Enfield was superseded by the 7.62 mm. NATO caliber FN–FAL assault rifle.
In Britain, the No. 9 Mk. I was produced primarily by ROF Poole and RSAF Enfield. Three private makers also produced small quantities. In Pakistan, Metal Industries Ltd. produced a small run in 1951 and the Pakistan Ordnance Factory produced much larger quantities during the 1950s and 1960s. South Africa also produced a variant of the No. 9, with a different blade profile. |
8.00 | 203 | 10.125 | 257 | .595 | 15.1 | Varies. | ||
       |
L3A1 (SA80) | Socket bayonet for use with the 5.56 mm. NATO caliber SA80 family of assault rifles.
The bayonet is a one-piece forging. The blade is offset to allow the hilt to encircle the rifle's muzzle. The hilt is painted black, while the blade is in the white. The blade has a serrated edge and wire-cutter feature. The L2A1 scabbard has a plastic body that incorporates a wire-cutter, fold-out saw blade, and sharpening stone. The scabbard slips into an over-scabbard (full-length belt frog) and is secured to the frog by a Fastex connector. The SA80 was adopted by the British Army in 1985 to replace the venerable L1A1 (FN–FAL). 350,000 were produced by the time production ceased in 1994. The SA80 rifles borrowed much of their mechanical design from the Armalite AR–18, which the Irish Republican Army had used very effectively against UK forces. |
6.875 | 175 | 10.75 | 273 | .870 | 22.1 | None. | ||
| Socket Bayonets—Pakistan thru Sweden | |||||||||||
| Socket Bayonets—Switzerland thru USA | |||||||||||
| Socket Bayonets—USA (continued) | |||||||||||
| Top | |||||||||||
| © Ralph E. Cobb 2011 All Rights Reserved | |||||||||||